

إذا كنت مهتمًا بالمنتج وتريد المزيد من المعلومات، فيرجى ترك معلوماتك.
Whatsapp : +86 15075780050
Wechat (China) : +86 15075780050
Email : sam@greatforming.com
يوجد أدناه كتيب عن منتجات مصنعنا، والذي يمكن الاطلاع عليه وتنزيله.
المعايير الفنية
- سمك الورقة: 0.15 مم – 3.0 مم (يمكن تخصيصها وفقًا لاحتياجاتك)
- الجهد الكهربائي: 380 فولت 50 هرتز 3 مراحل / 220 فولت 60 هرتز 3 مراح (يمكن تخصيصه وفقًا لاحتياجاتك)
- اللغة : الإنجليزية / الإسبانية / العربية / الروسية / البرتغالية / الألمانية / الفرنسية (يمكن تخصيصها وفقًا لاحتياجاتك)
- العلامة التجارية للمحرك: سيمنز / أخرى (يمكن تخصيصها وفقًا لاحتياجاتك)
- الأمتار: 1 م/ 2 م/ 4 م / 6 م / 8 م / 10 م / 12 م (يمكن تخصيصها وفقًا لاحتياجاتك)
سيناريوهات التطبيق
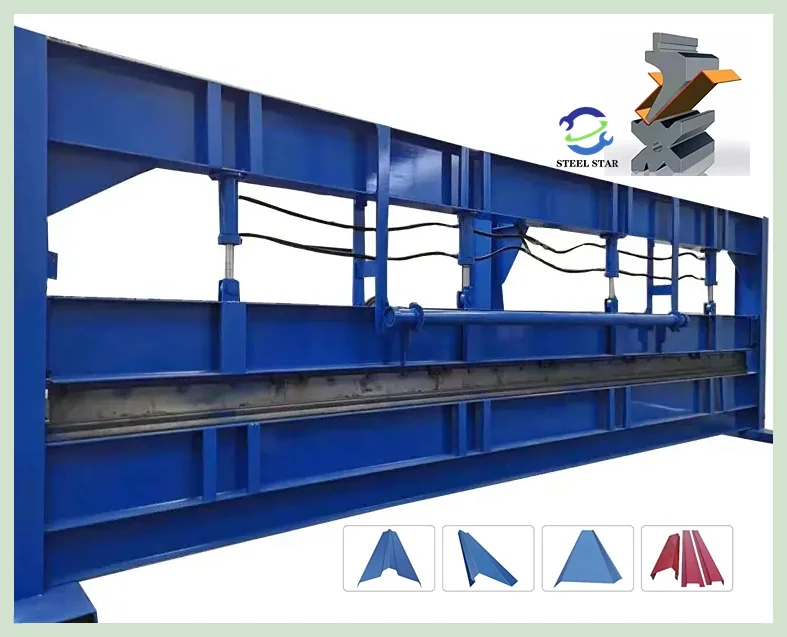
آلة الثني هي آلة يمكنها ثني الصفائح الرقيقة. يتضمن هيكلها بشكل أساسي دعامة ومنضدة عمل ولوحة تثبيت. يتم وضع طاولة العمل على قوس. تتكون طاولة العمل من قاعدة ولوحة ضغط. يتم توصيل القاعدة بلوحة التثبيت من خلال مفصلة. تتكون القاعدة من غلاف أساسي وملف ولوحة غطاء. يتم وضع الملف في تجويف القاعدة، ويتم تغطية الجزء العلوي من المنخفض بلوحة غطاء. عند الاستخدام، يتم تنشيط الملف بواسطة سلك، وبعد التنشيط، يتم توليد قوة جذابة على لوحة الضغط، وبالتالي تثبيت اللوحة الرقيقة بين لوحة الضغط والقاعدة. نظرًا لاستخدام القوة الكهرومغناطيسية، يمكن تصنيع لوحة الضغط في مجموعة متنوعة من متطلبات قطع العمل، ويمكنها معالجة قطع العمل بالجدران الجانبية، كما أن العملية بسيطة جدًا.
مبدأ العمل :
تشتمل آلة الثني الهيدروليكية على حامل ومنضدة عمل ولوحة تثبيت. يتم وضع طاولة العمل على قوس. تتكون طاولة العمل من قاعدة ولوحة تثبيت. يتم توصيل القاعدة بلوحة التثبيت من خلال مفصلة. تتكون القاعدة من غلاف أساسي وملف ولوحة غطاء. يتم وضع الملف في تجويف القاعدة، ويتم تغطية الجزء العلوي من المنخفض بلوحة غطاء.
عند الاستخدام، يتم تنشيط الملف بواسطة سلك، وبعد التنشيط، يتم توليد قوة جذابة على لوحة التثبيت، وبالتالي تثبيت اللوحة الرقيقة بين لوحة التثبيت والقاعدة. نظرًا لاستخدام القوة الكهرومغناطيسية، يمكن تصنيع لوحة التثبيت في مجموعة متنوعة من متطلبات قطع العمل، ويمكن معالجة قطع العمل ذات الجدران الجانبية. يمكن لآلة الثني أن تلبي احتياجات قطع العمل المختلفة عن طريق استبدال قالب آلة الثني.
الفئات الرئيسية : تنقسم آلات الثني إلى آلات الثني اليدوية وآلات الثني الهيدروليكية وآلات الثني CNC. تنقسم آلات الثني اليدوية أيضًا إلى آلات ثني يدوية ميكانيكية وآلات ثني يدوية كهربائية. يمكن تقسيم آلات الثني الهيدروليكية إلى تزامن محور الالتواء، والتزامن الميكانيكي الهيدروليكي، والتزامن الكهروهيدروليكي وفقًا لوضع التزامن. يمكن تقسيم آلات الثني الهيدروليكية إلى نوع متحرك علوي ونوع متحرك سفلي وفقًا لوضع الحركة.
تعتبر آلة الثني من المعدات المهمة لثني وتشكيل قطع العمل في صناعة الصفائح المعدنية. وتتمثل وظيفتها في ضغط الألواح الفولاذية إلى أجزاء ذات أشكال مختلفة وفقًا لمتطلبات العملية. كما هو موضح في “الرسم التخطيطي لهيكل آلة ثني الصفائح المعدنية الهيدروليكية”، يتكون الإطار بشكل أساسي من الأعمدة اليسرى واليمنى، ومنضدة العمل، والعارضة المتقاطعة. يتم تثبيت الأسطوانات اليسرى واليمنى على الأعمدة. يتم توصيل شريط التمرير بمكبس الأسطوانة ويتحرك لأعلى ولأسفل على طول سكة التوجيه المثبتة على العمود. يتم تثبيت القالب السفلي على طاولة العمل، ويتم تثبيت القالب العلوي في الطرف السفلي من شريط التمرير. يوفر النظام الهيدروليكي الطاقة بينما يعطي النظام الكهربائي التعليمات. تحت تأثير الأسطوانة، يقوم المنزلق بدفع القالب العلوي إلى الأسفل ويغلق بالقالب السفلي لتحقيق ثني الصفائح المعدنية. إن الأعمدة اليسرى واليمنى ومنضدة العمل والمنزلق (المشار إليها فيما بعد بالأجزاء الثلاثة الرئيسية) هي الأجزاء الرئيسية لآلة الثني. يمثل مجموع وزن الأجزاء الثلاثة الرئيسية ما بين 70% إلى 80% من الوزن الإجمالي لآلة الثني. تحدد قوتها وصلابتها بشكل مباشر دقة التشغيل وعمر الخدمة ودقة قطعة العمل للأداة الآلية.
السمات الهيكلية :
1. هيكل ملحوم من الفولاذ بالكامل مع قوة وصلابة كافية؛
2. ناقل الحركة الهيدروليكي، يتم وضع أسطوانات الزيت على طرفي أداة الآلة على الشريحة لدفع العمل المنزلق مباشرة؛
3. تعتمد آلية مزامنة الشرائح التزامن القسري لعمود الالتواء.
4. تم اعتماد هيكل الكتلة الميكانيكية، وهو مستقر وموثوق.
5. يمكن تعديل حد الشريحة بسرعة ويدويًا، ويمكن عرض العداد؛
6. يمكن لآلية تعويض الانحراف على شكل إسفين أن تضمن دقة انحناء أعلى.
الصيانة والرعاية :
قبل إجراء صيانة أو تنظيف الماكينة، يجب محاذاة القالب العلوي مع القالب السفلي ثم خفضه وإغلاقه حتى اكتمال العمل. إذا كنت بحاجة إلى تشغيل الجهاز أو إجراء عمليات أخرى، فيجب عليك تحديد الوضع اليدوي والتأكد من السلامة. محتويات الصيانة هي كما يلي:
1. دائرة الزيت الهيدروليكي
1) قم بفحص مستوى الزيت في خزان الزيت كل أسبوع. إذا تم إصلاح النظام الهيدروليكي، فيجب فحصه أيضًا. إذا كان مستوى الزيت أقل من نافذة الزيت، فيجب إضافة الزيت الهيدروليكي؛
2) الزيت الهيدروليكي المستخدم في هذه الآلة هو ISO HM46 أو MOBIL DTE25؛
3) يجب تغيير الزيت بعد عمل الآلة الجديدة لمدة 2000 ساعة، ويجب تغيير الزيت كل 4000-6000 ساعة بعد ذلك. يجب تنظيف خزان الزيت في كل مرة يتم فيها تغيير الزيت؛
4) يجب أن تكون درجة حرارة زيت النظام بين 35 درجة مئوية و60 درجة مئوية، ويجب ألا تتجاوز 70 درجة مئوية. إذا كان مرتفعًا جدًا، فسيؤدي ذلك إلى تدهور جودة الزيت وملحقاته وتلفها.
2. المرشحات
1) في كل مرة تقوم فيها بتغيير الزيت، يجب استبدال الفلتر أو تنظيفه جيدًا؛
2) إذا كانت أداة الآلة تحتوي على أجهزة إنذار أو مرشحات أخرى مثل جودة الزيت غير النظيفة، فيجب استبدالها؛
3) يجب فحص وتنظيف فلتر الهواء الموجود في خزان الزيت كل 3 أشهر، ومن الأفضل استبداله مرة واحدة في السنة.
3. المكونات الهيدروليكية
1) قم بتنظيف المكونات الهيدروليكية (لوحة القاعدة، الصمام، المحرك، المضخة، أنبوب الزيت، إلخ) كل شهر لمنع دخول الأوساخ إلى النظام. لا تستخدم المنظفات.
2) بعد استخدام الآلة الجديدة لمدة شهر واحد، تحقق مما إذا كانت انحناءات أنابيب الزيت مشوهة. إذا كان هناك أي تشوهات، ينبغي استبدالها. بعد شهرين من الاستخدام، يجب تشديد وصلات جميع الملحقات. عند القيام بهذا العمل، يجب إيقاف تشغيل الآلة ويجب أن يكون النظام خاليًا من الضغط.
إذا قمت بالاختيار الخاطئ عند شراء مكابح الضغط، فسوف ترتفع تكاليف الإنتاج ولا يمكن توقع أن تدفع مكابح الضغط تكاليفها بنفسها. ولذلك، هناك العديد من العوامل التي يجب أن تؤخذ في الاعتبار عند اتخاذ القرار.
الشغل
أول شيء مهم يجب مراعاته هو الجزء الذي تريد إنتاجه. النقطة الأساسية هي شراء آلة يمكنها إكمال مهمة المعالجة بأقصر طاولة وأقل حمولة.
فكر بعناية في درجة المادة والحد الأقصى لسمك المعالجة وطولها. إذا كان معظم العمل من الفولاذ الطري بسماكة 16 قياسًا وطول أقصى يبلغ 10 أقدام (3.048 مترًا)، فلا يلزم أن تكون قوة الانحناء الحرة أكبر من 50 طنًا. ومع ذلك، إذا كنت تقوم بالكثير من أعمال التشكيل بالقالب السفلي، فقد ترغب في التفكير في آلة بوزن 160 طنًا.
بافتراض أن المادة الأكثر سمكًا هي 1/4 بوصة، فإن 10 أقدام من الانحناء الحر يتطلب 200 طن، بينما يتطلب ثني القالب السفلي (الثني التصحيحي) 600 طن على الأقل. إذا كان معظم العمل بطول 5 أقدام أو أقل، فإن الحمولة ستنخفض إلى النصف تقريبًا، مما يقلل بشكل كبير من تكلفة الاقتناء. طول الجزء مهم جدًا في تحديد مواصفات الماكينة الجديدة.
انحراف
سوف تنحرف طاولة الماكينة التي يبلغ طولها 10 أقدام وشريحتها بمقدار أربعة أضعاف ما تنحرف عنه الماكينة التي يبلغ طولها 5 أقدام تحت نفس الحمل. وهذا يعني أن الماكينة الأقصر تتطلب تعديلات أقل على الرقائق لإنتاج أجزاء مقبولة. تؤدي عمليات ضبط الرقائق الأقل أيضًا إلى تقليل وقت الإعداد.
تعتبر درجة المواد أيضًا عاملاً رئيسياً. يتطلب الفولاذ المقاوم للصدأ عادةً حملاً أكثر بنسبة 50% تقريبًا من الفولاذ الطري، بينما تتطلب معظم درجات الألومنيوم الناعم حملًا أقل بنسبة 50% تقريبًا. يمكنك دائمًا الحصول على مخطط الحمولة من الشركة المصنعة لفرامل الضغط والذي يوضح تقديرًا للحمولة المطلوبة لكل قدم طول لسماكات مختلفة ومواد مختلفة.
شعاع الانحناء
عند الانحناء الحر، يكون نصف قطر الانحناء 0.156 مرة من مسافة فتح القالب. في عملية الثني الحر، يجب أن تكون مسافة فتح القالب 8 أضعاف سمك المادة المعدنية. على سبيل المثال، عند تشكيل الفولاذ الطري مقاس 16 بمسافة فتح تبلغ 1/2 بوصة (0.0127 متر)، يكون للجزء نصف قطر انحناء يبلغ حوالي 0.078 بوصة. إذا كان نصف قطر الانحناء صغيرًا تقريبًا مثل سمك المادة، فيجب تشكيل قالب سفلي. ومع ذلك، فإن الضغط المطلوب لتشكيل القالب السفلي أكبر بحوالي 4 مرات من الانحناء الحر.
إذا كان نصف قطر الانحناء أقل من سمك المادة، فيجب استخدام لكمة ذات نصف قطر زاوية أمامية أقل من سمك المادة، ويجب استخدام طريقة ثني الانطباع. بهذه الطريقة، مطلوب 10 أضعاف ضغط الانحناء الحر.
من أجل الثني الحر، تتم معالجة التثقيب والقالب عند 85 درجة أو أقل (الأصغر هو الأفضل). عند استخدام هذه المجموعة من القوالب، انتبه إلى الفجوة بين الثقب والقالب في الجزء السفلي من الشوط، والانحناء المفرط الكافي للتعويض عن الارتداد والحفاظ على المادة عند حوالي 90 درجة.
عادة، زاوية الزنبرك الخلفي التي ينتجها قالب الثني الحر على آلة الثني الجديدة تكون ≥2°، ونصف قطر الانحناء يساوي 0.156 مرة من مسافة فتح القالب. بالنسبة للثني بالقالب السفلي، تكون زاوية القالب عمومًا من 86 إلى 90 درجة. في الجزء السفلي من السكتة الدماغية، يجب أن تكون هناك فجوة بين المثقب والقالب أكبر قليلاً من سمك المادة. تم تحسين زاوية التشكيل لأن حمولة ثني القالب السفلي أكبر (حوالي 4 مرات من الانحناء الحر)، مما يقلل من الضغط الذي يسبب عادةً ارتدادًا خلفيًا داخل نصف قطر الانحناء.
ثني الختم هو نفس ثني القالب السفلي، فيما عدا أن الطرف الأمامي للثقب يتم تشكيله إلى نصف قطر الانحناء المطلوب، والفجوة بين الثقب والقالب في الجزء السفلي من السكتة الدماغية أقل من سمك المادة. نظرًا لأنه يتم تطبيق ضغط كافٍ (حوالي 10 أضعاف الضغط على الانحناء الحر) لإجبار الطرف الأمامي للثقب على ملامسة المادة، يتم تجنب الارتداد الربيعي بشكل أساسي.
من أجل اختيار أقل مواصفات الحمولة، من الأفضل التخطيط لنصف قطر انحناء أكبر من سمك المادة واستخدام الانحناء الحر قدر الإمكان. عندما يكون نصف قطر الانحناء كبيرًا، فإنه غالبًا لا يؤثر على جودة الجزء واستخدامه المستقبلي.
انحناء
تعد متطلبات دقة الانحناء عاملاً يجب مراعاته بعناية. هذا هو العامل الذي يحدد ما إذا كانت هناك حاجة إلى آلة ثني CNC أو آلة ثني يدوية. إذا كانت دقة الانحناء تتطلب ±1 درجة ولا يمكن تغييرها، فيجب عليك التركيز على ماكينة CNC.
إن قابلية التكرار لشريط التمرير لآلة الثني CNC هي ±0.0004 بوصة، ويجب تشكيل الزاوية الدقيقة للتشكيل بهذه الدقة والقوالب الجيدة. إن قابلية تكرار شريط التمرير لآلة الثني اليدوية هي ±0.002 بوصة، وبشكل عام سيحدث انحراف قدره ±2~3° في حالة استخدام القالب المناسب. بالإضافة إلى ذلك، يتم إعداد مكابح الضغط CNC للأدوات السريعة، وهو أمر لا جدال فيه عندما تحتاج إلى ثني العديد من مجموعات صغيرة من الأجزاء.
الأدوات
حتى لو كان لديك رفًا مليئًا بالأدوات، فلا تفترض أن هذه الأدوات ستناسب الجهاز الذي اشتريته حديثًا. يجب التحقق من تآكل كل أداة عن طريق قياس الطول من مقدمة المثقاب إلى الكتف والطول بين أكتاف القالب.
بالنسبة للأدوات التقليدية، يجب أن يكون الانحراف حوالي ±0.001 بوصة لكل قدم، ويجب ألا يتجاوز انحراف الطول الإجمالي ±0.005 بوصة. بالنسبة لأدوات التأريض الدقيقة، يجب أن تكون الدقة ±0.0004 بوصة لكل قدم، ويجب ألا تتجاوز الدقة الإجمالية ±0.002 بوصة. من الأفضل استخدام الأدوات الأرضية الدقيقة لفرامل الضغط CNC والأدوات التقليدية لفرامل الضغط اليدوية.
ثني طول الجانب
بافتراض وجود انحناء بمقدار 90 درجة على طول لوح فولاذي طري مقاس 5 × 10 أقدام وقياس 10، يجب أن تطبق فرامل الضغط ضغطًا إضافيًا قدره 7.5 طن لرفع اللوحة، ويجب أن يكون المشغل مستعدًا لهبوط الحافة المستقيمة بمقدار 280 رطلاً. قد يتطلب صنع هذا الجزء عدة عمال أقوياء أو حتى رافعة. غالبًا ما يحتاج مشغلو مكابح الضغط إلى ثني الأجزاء ذات الحواف الطويلة دون أن يدركوا مدى صعوبة عملهم.
إجراءات تشغيل السلامة:
1. التقيد الصارم بإجراءات التشغيل الآمنة لعمال الأدوات الآلية وارتداء معدات حماية العمال كما هو مطلوب؛
2. قبل البدء، تحقق بعناية مما إذا كان المحرك والمفتاح والدائرة والتأريض طبيعية وثابتة، وتحقق مما إذا كانت أجزاء التشغيل وأزرار الجهاز عالقة في الموضع الصحيح؛
3. التحقق من تداخل وصلابة القوالب العلوية والسفلية؛ التحقق مما إذا كان كل جهاز تحديد المواقع يلبي متطلبات المعالجة؛
4. عندما لا تكون الشريحة العليا وكل محور تحديد المواقع في الأصل، قم بتشغيل برنامج العودة إلى الأصل؛
5. بعد بدء تشغيل الجهاز، قم بتشغيله في وضع الخمول لمدة 1 إلى 2 دقيقة، وتتحرك الشريحة العلوية 2 إلى 3 مرات بحركة كاملة. إذا تم العثور على أصوات أو أخطاء غير طبيعية، فأوقف الجهاز على الفور، وأزل الأخطاء، ولا تعمل إلا بعد أن يصبح كل شيء طبيعيًا؛ 6. أثناء العمل، يجب أن يكون هناك شخص واحد في قيادة موحدة، بحيث يمكن للمشغل وموظفي التغذية والضغط التعاون بشكل وثيق لضمان أن الأفراد المتعاونين في وضع آمن قبل إصدار إشارة الانحناء؛
7. يجب ضغط الصفائح المعدنية عند الثني لمنع الصفائح المعدنية من الانحناء. سترتفع المادة وتؤذي الناس؛
8. عند ضبط قالب ضغط مادة الصفائح، يجب قطع الطاقة ويجب إيقاف العملية؛
9. عند تغيير فتحة القالب السفلي المتغير، لا يسمح لأي مادة بالاتصال بالقالب السفلي.
10. عندما تعمل الآلة الآلية، لا يُسمح لأي شخص بالوقوف خلف الآلة الآلية؛
11. يُمنع منعا باتا الضغط على مادة الصفائح وطيها من طرف واحد فقط؛
12. إذا تبين أن قطعة العمل أو القالب غير صحيح أثناء التشغيل، فيجب إيقافه للتصحيح. يمنع منعا باتا تصحيحه باليد أثناء العملية لمنع إصابة اليد؛
13. يحظر طي صفائح الحديد السميكة للغاية أو الصفائح الفولاذية المسقية، وسبائك الفولاذ عالية الجودة، والفولاذ المربع والصفائح التي تتجاوز أداء آلة ثني الصفائح لتجنب تلف أداة الآلة؛
14. تحقق من تداخل القالب العلوي والسفلي بشكل متكرر؛ ما إذا كانت إشارة مقياس الضغط تلبي المتطلبات؛
15. قم بإيقاف الجهاز فورًا عند حدوث خلل، والتحقق من السبب والقضاء عليه في الوقت المناسب؛
16. قبل الإغلاق، ضع قالبًا خشبيًا على القالب السفلي أسفل أسطوانات الزيت على كلا الجانبين لخفض الشريحة العلوية على القالب الخشبي؛
17. قم بالخروج من برنامج نظام التحكم أولاً، ثم قم بقطع التيار الكهربائي.
معلومات المصنع






موقع إلكتروني:
www.greatforming.com (English)
www.arabicgreatforming.com (عربي)
www.russiangreatforming.com(Русский)
www.spanishgreatforming.com(Español)
www.frenchgreatforming.com(Français)
www.portuguesegreatforming.com(Portuguese)
